የነዳጅ መርፌ ጊዜ ቅድመ
ይዘቶች
የናፍታ ሞተርን ሥራ ለማመቻቸት በጣም አስፈላጊዎቹ መመዘኛዎች-
- የጭስ ማውጫ ጋዞች ዝቅተኛ መርዛማነት;
- የቃጠሎው ሂደት ዝቅተኛ የድምፅ ደረጃ;
- አነስተኛ የተወሰነ የነዳጅ ፍጆታ.
የመርፌያው ፓምፕ ነዳጅ መስጠት ሲጀምር የአቅርቦት መጀመሪያ (ወይም የሰርጥ መዘጋት) ይባላል። ይህ በጊዜ ውስጥ ያለው ነጥብ በሃይል-ላይ መዘግየት ጊዜ (ወይም በቀላሉ በኃይል መዘግየት) መሰረት ይመረጣል. እነዚህ በተወሰኑ የአሠራር ዘዴዎች ላይ የተመሰረቱ ተለዋዋጭ መለኪያዎች ናቸው. የመርፌ መዘግየቱ ጊዜ በአቅርቦት መጀመሪያ እና በመርፌ መጀመሪያ መካከል ያለው ጊዜ ነው, እና የመቀጣጠል መዘግየት ጊዜ በመርፌ መጀመር እና በቃጠሎ መጀመሪያ መካከል ያለው ጊዜ ነው. የመርፌ መጀመርያ በቲዲሲ ክልል ውስጥ ያለው የክራንክ ዘንግ የማሽከርከር አንግል ሲሆን መርፌው ወደ ማቃጠያ ክፍሉ ውስጥ ነዳጅ በሚያስገባበት ጊዜ ነው።
የቃጠሎው ጅምር የአየር / የነዳጅ ድብልቅ የሚቀጣጠልበት ጊዜ ሲሆን ይህም በመርፌ መጀመር ሊጎዳ ይችላል. ከፍተኛ ግፊት ባለው የነዳጅ ፓምፖች ውስጥ በመርፌ ቀዳማዊ መሣሪያ በመጠቀም እንደ አብዮት ብዛት ላይ በመመርኮዝ የአቅርቦትን መጀመሪያ (የሰርጡን መዝጋት) ማስተካከል ጥሩ ነው.
የመርፌ ቀዳማዊ መሣሪያ ዓላማ
የመርፌ ማስጀመሪያ መሳሪያው የክትባት መጀመሪያ ጊዜን በቀጥታ ስለሚቀይር፣ እንደ መርፌ ማስጀመሪያ መቆጣጠሪያ ሊገለጽ ይችላል። ኤክሰንትሪክ አይነት መርፌ ማስፋፊያ መሳሪያ (የመርፌ ቅድመ ክላች ተብሎም ይጠራል) የሚቆጣጠረውን ተግባራቱን በሚያከናውንበት ጊዜ የሚሰጠውን የሞተር ጉልበት ወደ መርፌ ፓምፕ ይቀይራል። በመርፌ ፓምፑ የሚፈለገው ጉልበት በመርፌያው ፓምፕ መጠን፣ በፒስተን ጥንዶች ብዛት፣ የተወጋው የነዳጅ መጠን፣ የመርፌ ግፊት፣ የፕላስተር ዲያሜትር እና የካም ቅርጽ ይወሰናል። የሞተር ሽክርክሪት በመርፌ ጊዜ ባህሪያት ላይ ቀጥተኛ ተጽእኖ ስላለው በንድፍ ውስጥ ሊታሰብበት ከሚችለው የኃይል ማመንጫ ጋር መታሰብ አለበት.
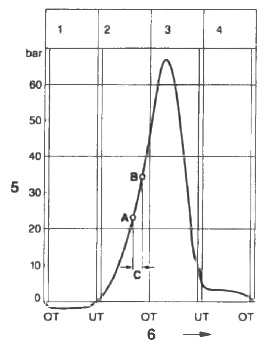
የሲሊንደር ግፊት
ሩዝ. የታንክ ግፊት: ሀ. መርፌ መጀመር; B. የማቃጠል መጀመሪያ; ሐ. የማቀጣጠል መዘግየት. 1. የመግቢያ ውድድር; 2. የመጭመቅ ምት; 3. የጉልበት ሥራ; 4. ሩጫውን OT-TDC, UT-NMT ን ይልቀቁ; 5. በሲሊንደሩ ውስጥ ያለው ግፊት, ባር; 6. የፒስተን አቀማመጥ.
የመርፌ ቀዳዳ ቅድመ መሣሪያ ንድፍ
የውስጠ-መስመር መርፌ ፓምፑ የክትባት ማስቀደሚያ መሳሪያው በቀጥታ በመርፌያው ፓምፕ ካምሻፍ ጫፍ ላይ ተጭኗል። በክፍት እና በተዘጉ ዓይነት መርፌ መግቢያ መሳሪያዎች መካከል መሠረታዊ ልዩነት አለ።
የተዘጋው አይነት መርፌ ማስፋፊያ መሳሪያ የራሱ የሆነ የሚቀባ ዘይት ማጠራቀሚያ ያለው ሲሆን ይህም መሳሪያውን ከኤንጂን ቅባት ስርዓት ነጻ ያደርገዋል። ክፍት ዲዛይኑ በቀጥታ ከኤንጂን ቅባት ስርዓት ጋር የተገናኘ ነው. የመሳሪያው አካል ከማርሽ ሳጥኑ ጋር በዊንዶች ተያይዟል, እና ማካካሻ እና ማስተካከያ ኤክሴትሪክስ በሰውነት ውስጥ ተጭነዋል ስለዚህም በነፃነት ይሽከረከራሉ. የማካካሻ እና የማስተካከያ ኤክሰንትሪክ የሚመራው ከሰውነት ጋር በጥብቅ በተገናኘ ፒን ነው። ርካሽ ከመሆኑ በተጨማሪ የ "ክፍት" አይነት አነስተኛ ቦታን የመፈለግ እና የበለጠ ውጤታማ በሆነ መንገድ ይቀባል.
የመርፌ ቀዳማዊ መሣሪያ አሠራር መርህ
የመርፌ ቅድሚያ መሳሪያው በሞተሩ የጊዜ መያዣ ውስጥ በተገጠመ የማርሽ ባቡር ነው የሚነዳው። ለአሽከርካሪው (ሃብ) በመግቢያው እና በውጤቱ መካከል ያለው ግንኙነት እርስ በርስ በተጠላለፉ ኤክሴንትሪክ ንጥረ ነገሮች ጥንዶች ነው።
ከመካከላቸው ትልቁ, ማስተካከያ ኤክሴንትሪክስ (4), በማቆሚያው ዲስክ (8) ጉድጓዶች ውስጥ ይገኛሉ, እሱም በተራው ወደ ድራይቭ ኤለመንት (1) ይጣበቃል. የማካካሻ ኤክሰንትሪክ ኤለመንቶች (5) በተስተካከሉ ኤክሴንትሪክስ (4) ላይ ተጭነዋል እና በእነሱ እና በመገናኛዎች ላይ ባለው መቀርቀሪያ (6) ይመራሉ. በሌላ በኩል, የ hub bolt በቀጥታ ከማዕከሉ (2) ጋር ተያይዟል. ክብደቶቹ (7) ከማስተካከያው ኤክሰንትሪክ ጋር የተገናኙ እና በተለዋዋጭ ጥንካሬ ምንጮች በቀድሞ ቦታቸው ይያዛሉ።
ሩዝ ሀ) በመነሻ ቦታ; ለ) ዝቅተኛ ፍጥነት; ሐ) አማካይ ሽግግሮች; መ) የከፍተኛ ፍጥነት መጨረሻ አቀማመጥ; a የመርፌ ቀዳዳ ቅድመ አንግል ነው።
የመርፌ ቅድመ መሣሪያ ልኬቶች
የውጨኛው ዲያሜትር እና ጥልቀት የሚወሰነው መርፌ አስቀድሞ መሣሪያ መጠን, በምላሹ የተጫኑ ክብደት ያለውን የጅምላ, በስበት ማዕከላት መካከል ያለውን ርቀት እና ክብደት ያለውን በተቻለ መንገድ ይወስናል. እነዚህ ሶስት ምክንያቶች የኃይል ማመንጫውን እና አተገባበሩን ይወስናሉ.
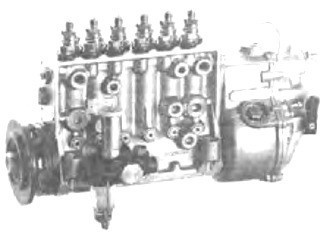
M መጠን መርፌ ፓምፕ

ሩዝ. M መጠን መርፌ ፓምፕ
ሩዝ. 1. የደህንነት ቫልቭ; 2. እጅጌ; 7 ካሜራዎች; 8. ካም.
የኤም-መጠን መርፌ ፓምፕ በመስመር ውስጥ ማስገቢያ ፓምፖች ውስጥ በጣም ትንሹ ፓምፕ ነው። ፈካ ያለ ቅይጥ አካል አለው እና ሞተሩ ላይ flange-mounted ነው. የፓምፑን ውስጠኛ ክፍል መድረስ የሚቻለው የመሠረት ሰሌዳውን እና የጎን ሽፋኑን ከተወገደ በኋላ ነው, ስለዚህ መጠን M ፓምፕ እንደ ክፍት መርፌ ፓምፕ ይገለጻል. ከፍተኛው የክትባት ግፊት በ 400 ባር ብቻ የተገደበ ነው.
የፓምፑን የጎን ሽፋን ካስወገዱ በኋላ በፕላስተር ጥንዶች የሚሰጠውን የነዳጅ መጠን ማስተካከል እና በተመሳሳይ ደረጃ ማዘጋጀት ይቻላል. በመቆጣጠሪያው ዘንግ (4) ላይ የመቆንጠጫ ክፍሎችን በማንቀሳቀስ የግለሰብ ማስተካከያ ይካሄዳል.
በሚሠራበት ጊዜ የፓምፕ ፓምፖችን መትከል እና ከነሱ ጋር, የሚቀርበው የነዳጅ መጠን በፓምፕ ዲዛይን በተወሰነው ገደብ ውስጥ ባለው የመቆጣጠሪያ ዘንግ ቁጥጥር ይደረግበታል. የኤም መጠን መርፌ ፓምፕ ዘንግ ጠፍጣፋ ያለው ክብ የብረት ዘንግ ሲሆን በላዩ ላይ የተገጣጠሙ ማያያዣዎች (5) ተጭነዋል። ማንሻዎቹ (3) ከእያንዳንዱ የመቆጣጠሪያ እጀታ ጋር በጥብቅ የተገናኙ ናቸው, እና በእሱ ጫፍ ላይ ያለው የተሰነጠቀ ዘንግ ወደ መቆጣጠሪያው ዘንግ መያዣው ውስጥ ይገባል. ይህ ንድፍ የሊቨር መቆጣጠሪያ በመባል ይታወቃል.
የኢንፌክሽኑ ፓምፖች ከሮለር ታፔቶች (6) ጋር በቀጥታ ይገናኛሉ፣ እና ስትሮክ በቅድሚያ የሚስተካከለው ለታፔት ተስማሚ የሆነ ዲያሜትር ያላቸውን ሮለቶች በመምረጥ ነው።
መጠን M ከፍተኛ ግፊት ያለው የነዳጅ ፓምፕ ቅባት በተለመደው የሞተር ዘይት አቅርቦት ይከናወናል. M መጠን መርፌ ፓምፖች 4,5 ወይም 6 ፒስተን ጥንዶች (4-, 5- ወይም 6-ሲሊንደር መርፌ ፓምፖች) ጋር ይገኛሉ እና ለናፍታ ነዳጅ ብቻ የተነደፉ ናቸው.
መርፌ ፓምፕ መጠን A
ሩዝ. መጠን A ማስገቢያ ፓምፕ
በመስመር ላይ የኤ-ፍሬም መርፌ ፓምፖች ሰፊ የመላኪያ ክልል ያለው የኤም-ፍሬም መርፌ ፓምፕን በቀጥታ ይከተላሉ።ይህ ፓምፕ እንዲሁ ቀላል ቅይጥ መያዣ ያለው ሲሆን ፍላንግ ወይም ፍሬም ባለው ሞተር ላይ ሊሰቀል ይችላል። ዓይነት A መርፌ ፓምፕ በተጨማሪም "ክፍት" ንድፍ አለው, እና መርፌ ፓምፕ liners (2) ከላይ ጀምሮ በቀጥታ ወደ አሉሚኒየም መኖሪያ ውስጥ ገብቷል, የቆሻሻ ጌት ስብሰባ (1) ቫልቭ መያዣ በመጠቀም መርፌ ፓምፕ መያዣ ውስጥ ሲጫን. ከሃይድሮሊክ አቅርቦት ግፊት በጣም ከፍ ያለ የማተም ግፊት በክትባት ፓምፕ መያዣ መወሰድ አለበት. በዚህ ምክንያት ከፍተኛው የክትባት ግፊት በ 600 ባር ብቻ የተገደበ ነው.
ከኤም አይነት መርፌ ፓምፕ በተለየ የ A አይነት መርፌ ፓምፑን ለማስተካከል በእያንዳንዱ ሮለር ተከታይ (7) ላይ ማስተካከያ ብሎኖች (በመቆለፊያ ነት) (8) ተጭኗል።
በመቆጣጠሪያ ሀዲድ (4) የሚሰጠውን የነዳጅ መጠን ለማስተካከል የኤ-አይነት መርፌ ፓምፕ ከኤም-አይነት መርፌ ፓምፕ በተለየ የማርሽ መቆጣጠሪያ እንጂ የሊቨር መቆጣጠሪያ አይደለም። በፕላስተር የመቆጣጠሪያው እጀታ (5) ላይ የተቀመጠው ጥርስ ያለው ክፍል ከመቆጣጠሪያው መደርደሪያ ጋር ይሳተፋል እና ጥንድ ጥንድቹን ወደ ተመሳሳይ እርሳስ ለማስተካከል የተቀመጡትን ብሎኖች መፍታት እና የመቆጣጠሪያውን እጀታ በሰዓት አቅጣጫ ማዞር አስፈላጊ ነው. ጥርስ ያለው ክፍል እና ስለዚህ ከቁጥጥር ሀዲድ አንጻር.
የዚህ ዓይነቱን መርፌ ፓምፕ ለማስተካከል የሚሠሩት ሁሉም ሥራዎች በፓምፑ በድጋፍ ላይ የተገጠመ እና ክፍት በሆነ መያዣ መከናወን አለባቸው። ልክ እንደ ኤም መርፌ ፓምፕ፣ የ A ዓይነት መርፌ ፓምፕ በፀደይ የተጫነ የጎን ሽፋን ያለው ሲሆን ወደ መርፌው ፓምፕ ውስጠኛ ክፍል ለመግባት መወገድ አለበት።
ለማቅለሚያ, መርፌው ፓምፕ ከኤንጅኑ ቅባት ስርዓት ጋር ተያይዟል. ከፍተኛ ግፊት ያለው የነዳጅ ፓምፕ ዓይነት A እስከ 12 ሲሊንደሮች ስሪቶች ውስጥ ይገኛል እና ከከፍተኛ ግፊት የነዳጅ ፓምፕ ዓይነት M በተለየ መልኩ ለተለያዩ የነዳጅ ዓይነቶች (በናፍታ ብቻ ሳይሆን) ለመሥራት ተስማሚ ነው.
WM መጠን መርፌ ፓምፕ
ሩዝ. የ HPFP መጠን WM
የውስጠ-መስመር MW መርፌ ፓምፕ ከፍተኛውን የግፊት ፍላጎት ለማሟላት ተዘጋጅቷል. የ MW መርፌ ፓምፕ ዝግ አይነት የመስመር ውስጥ መርፌ ፓምፕ ሲሆን ከፍተኛው የመርፌ ግፊት እስከ 900 ባር ብቻ የተገደበ ነው። በተጨማሪም ብርሃን ቅይጥ አካል ያለው እና ፍሬም ጋር ሞተሩ ጋር የተያያዘው ነው, ጠፍጣፋ መሠረት ወይም flange.
የMW መርፌ ፓምፕ ዲዛይን ከኤ እና ኤም መርፌ ፓምፖች ንድፍ ጋር በእጅጉ ይለያያል።ዋናው ልዩነቱ ጥንድ ፕላንገሮችን መጠቀም ሲሆን ከእነዚህም ውስጥ ቁጥቋጦ (3) ፣ የመልቀቂያ ቫልቭ እና የመልቀቂያ ቫልቭ መያዣ። ከኤንጂኑ ውጭ ተጭኗል እና ከላይ ወደ መርፌ ፓምፕ መያዣ ውስጥ ይገባል. በMW መርፌ ፓምፕ ላይ የግፊት ቫልቭ መያዣው ወደ ላይ በሚወጣው ቁጥቋጦ ውስጥ በቀጥታ ተጭኗል። ቅድመ-ምት የሚቆጣጠረው በሰውነት እና በእጅጌው መካከል ከቫልቭ መገጣጠሚያ ጋር በሚገቡ ሺምስ ነው። የግለሰብ plunger ጥንዶች መካከል ወጥ አቅርቦት ማስተካከያ plunger ጥንዶች በማዞር መርፌ ፓምፕ ውጭ ተሸክመው ነው. የፒስተን ጥንዶች ማፈናጠጫ ጠርሙሶች (1) ለዚሁ ዓላማ ክፍተቶች ተሰጥተዋል።
ሩዝ. 1. ጥንድ ቧንቧዎችን ለመሰካት Flange; 2. የደህንነት ቫልቭ; 3. እጅጌ; 4. Plunger; 5. የመቆጣጠሪያ ባቡር; 6. የመቆጣጠሪያ እጀታ; 7. ሮለር ፑሻር; 8 ካምሻፍ; 9. ካም.
የማስወጫ ፓምፑ ፕላስተር ቦታው ሳይለወጥ ይቆያል የፍሳሽ ማስወገጃ ቫልቭ (2) ያለው የእጅጌው ስብስብ በሚዞርበት ጊዜ. የ MW መርፌ ፓምፕ 8 እጅጌዎች (8 ሲሊንደሮች) ባለው ስሪቶች ውስጥ ይገኛል እና ለተለያዩ የመትከያ ዘዴዎች ተስማሚ ነው። የሚሠራው በናፍታ ነዳጅ ላይ ሲሆን የሚቀባውም በሞተሩ የቅባት ዘዴ ነው።
ፒ-መጠን መርፌ ፓምፕ
ሩዝ. ፒ-መጠን መርፌ ፓምፕ
ሩዝ. 1. የደህንነት ቫልቭ; 2. እጅጌ; 3. የመጎተት መቆጣጠሪያ; 4. የመቆጣጠሪያ እጀታ; 5. ሮለር ፑሻር; 6 ካምሻፍ; 7. ካሜራ.
የፒ መጠን (አይነት) የመስመር ላይ መርፌ ፓምፕ እንዲሁ ከፍተኛ ከፍተኛ የመርፌ ግፊት ለማቅረብ ተዘጋጅቷል። ልክ እንደ MW መርፌ ፓምፕ ፣ ይህ ከኤንጅኑ ጋር ከመሠረት ወይም ከፍላጅ ጋር የተያያዘ የተዘጋ ዓይነት ፓምፕ ነው። ፒ-አይነት መርፌ ፓምፖች ውስጥ, ፒክ መርፌ ግፊት 850 ባር የተነደፈ, እጅጌው (2) ወደ flange እጅጌ ውስጥ ገብቷል, አስቀድሞ መፍሰሻ ቫልቭ ያዢው (1) በክር ነው. በዚህ የእጅጌው መጫኛ ስሪት, የማተም ኃይል የፓምፑን መያዣ አይጫንም. ቅድመ-ምት ልክ እንደ MW መርፌ ፓምፕ በተመሳሳይ መንገድ ተዘጋጅቷል.
በመስመር ላይ ከፍተኛ ግፊት ያለው የነዳጅ ፓምፖች ለዝቅተኛ ግፊት ግፊት የተነደፉ የነዳጅ መስመርን የተለመዱ መሙላት ይጠቀማሉ. በዚህ ሁኔታ ነዳጁ በእያንዳንዱ የጫካው የነዳጅ መስመሮች ውስጥ አንድ በአንድ እና በመርፌያው ፓምፕ ቁመታዊ ዘንግ አቅጣጫ በኩል ያልፋል. ነዳጅ ወደ መስመሩ ውስጥ ገብቶ በነዳጅ መመለሻ ስርዓት በኩል ይወጣል.
እስከ 8000 ባር ለሚደርስ ግፊት (የመርፌ ፓምፕ ጎን) የተገመተውን የ P1150 ስሪት ፒ መርፌ ፓምፕን እንደ ምሳሌ በመውሰድ ይህ የመሙያ ዘዴ በመካከላቸው ባለው መርፌ ፓምፕ ውስጥ ከመጠን በላይ የነዳጅ ሙቀት ልዩነት (እስከ 40 ዲግሪ ሴንቲ ግሬድ) ያስከትላል ። የመጀመሪያው እና የመጨረሻው ቱቦ. የአንድ ነዳጅ የሙቀት መጠኑ እየጨመረ በሄደ ቁጥር የኃይል መጠኑ ስለሚቀንስ እና መጠኑ እየጨመረ በሄደ መጠን የተለያዩ የኃይል መጠን ወደ ሞተሩ የቃጠሎ ክፍሎች እንዲገባ ያደርጋል። በዚህ ረገድ, እንዲህ ያሉ ከፍተኛ-ግፊት የነዳጅ ፓምፖች transverse መሙላትን ይጠቀማሉ, ማለትም, የግለሰብ ቱቦዎች የነዳጅ መስመሮች እርስ በርስ የሚገጣጠሙ ቀዳዳዎች እርስ በርስ የሚለያዩበት ዘዴ ነው).
ይህ መርፌ ፓምፕ እንዲሁ ለማቅለሚያ ከኤንጂን ቅባት ስርዓት ጋር የተገናኘ ነው። ዓይነት ፒ ከፍተኛ ግፊት ያለው የነዳጅ ፓምፕ እስከ 12 ሊነርስ (ሲሊንደሮች) ስሪቶች ውስጥ ይገኛል እና ለናፍታም ሆነ ለሌሎች ነዳጆች ተስማሚ ነው።