የኢንዱስትሪ ዘይት ጥግግት

በቅባት አፈጻጸም ውስጥ ያለው የክብደት ሚና
የአከባቢው የሙቀት መጠን ምንም ይሁን ምን ፣ የሁሉም የኢንዱስትሪ ዘይቶች መጠጋጋት ከውሃው ብዛት ያነሰ ነው። ውሃ እና ዘይት ስለማይቀላቀሉ, በመያዣው ውስጥ ውሃ ካለ, የዘይት ጠብታዎች በላዩ ላይ ይንሳፈፋሉ.
ለዚያም ነው የመኪናዎ የቅባት ስርዓት የእርጥበት ችግር ካጋጠመው ውሃ ከጉድጓድ ስር ይሰፍራል እና ሶኬቱ ሲነሳ ወይም ቫልቭ ሲከፈት መጀመሪያ ይፈስሳል።
የኢንዱስትሪ ዘይት ጥግግት ደግሞ viscosity ስሌት ጋር የተያያዙ ስሌቶች ትክክለኛነት አስፈላጊ ነው. በተለይም ተለዋዋጭ viscosity ኢንዴክስን ወደ ዘይቱ የኪነማቲክ ጥግግት ሲተረጉሙ መታወቅ አለበት። እና የማንኛውም ዝቅተኛ viscosity መካከለኛ ጥግግት ቋሚ እሴት ስላልሆነ ፣ viscosity ሊመሰረት የሚችለው በሚታወቅ ስህተት ብቻ ነው።

ይህ የፈሳሽ ንብረት ለበርካታ የቅባት ባህሪያት ወሳኝ ነው. ለምሳሌ, የቅባት መጠኑ እየጨመረ ሲሄድ ፈሳሹ ወፍራም ይሆናል. ይህ ወደ ንጣቶቹ እገዳዎች እንዲቆዩ የሚፈለገው ጊዜ እንዲጨምር ያደርጋል. ብዙውን ጊዜ, በእንደዚህ አይነት እገዳ ውስጥ ዋናው አካል በጣም ትንሹ የዝገት ቅንጣቶች ናቸው. የዝገት እፍጋት ከ 4800… 5600 ኪ.ግ / ሜትር ይደርሳል3ስለዚህ ዝገት ያለው ዘይት ያበዛል። በዘይት ውስጥ ለጊዜያዊ ማከማቻ የታቀዱ ታንኮች እና ሌሎች ኮንቴይነሮች የዝገት ቅንጣቶች በጣም በዝግታ ይቀመጣሉ። የግጭት ህጎች በሚተገበሩበት በማንኛውም ስርዓት ውስጥ ይህ ውድቀትን ያስከትላል ፣ ምክንያቱም እንደዚህ ያሉ ስርዓቶች ለማንኛውም ብክለት በጣም ስሜታዊ ናቸው። ስለዚህ, ቅንጣቶች ለረጅም ጊዜ እገዳ ውስጥ ከሆኑ, እንደ መቦርቦር ወይም ዝገት ያሉ ችግሮች ሊያስከትሉ ይችላሉ.

ጥቅም ላይ የዋለው የኢንዱስትሪ ዘይት መጠን
የውጭ ዘይት ቅንጣቶች መገኘት ጋር የተያያዙ ጥግግት መዛባት መንስኤ:
- በመምጠጥ ጊዜም ሆነ በዘይት መስመሮች ውስጥ ካለፉ በኋላ የመቦርቦር ዝንባሌ መጨመር።
- የነዳጅ ፓምፑን ኃይል መጨመር.
- በፓምፕ ተንቀሳቃሽ ክፍሎች ላይ ጭነት መጨመር.
- በሜካኒካል ኢነርጂያ ክስተት ምክንያት የፓምፕ ሁኔታዎች መበላሸት.
ከፍተኛ መጠን ያለው ማንኛውም ፈሳሽ ጠጣርን በማጓጓዝ እና በማስወገድ ለተሻለ የብክለት ቁጥጥር አስተዋፅኦ እንደሚያደርግ ይታወቃል። ቅንጣቶች በሜካኒካል እገዳ ውስጥ ረዘም ላለ ጊዜ ስለሚቆዩ፣ በቀላሉ በማጣሪያዎች እና ሌሎች የንጥል ማስወገጃ ስርዓቶች ይወገዳሉ፣ በዚህም የስርዓት ጽዳትን ያመቻቻል።
መጠኑ እየጨመረ በሄደ መጠን የፈሳሹ የአፈር መሸርሸር አቅምም ይጨምራል. ከፍተኛ ብጥብጥ ወይም ከፍተኛ ፍጥነት ባለባቸው ቦታዎች ፈሳሹ የቧንቧ መስመሮችን, ቫልቮችን ወይም በመንገዱ ላይ ያለውን ሌላ ማንኛውንም ገጽ ማጥፋት ሊጀምር ይችላል.

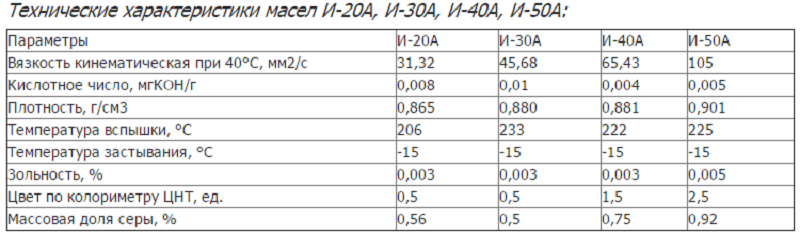
የኢንደስትሪ ዘይት እፍጋቱ በጠንካራ ቅንጣቶች ብቻ ሳይሆን በቆሻሻዎች እና እንደ አየር እና ውሃ ባሉ የተፈጥሮ አካላት ላይም ተጽዕኖ ያሳድራል. ኦክሳይድ እንዲሁ የቅባቱን ጥግግት ይነካል-በኃይሉ መጨመር ፣ የዘይቱ መጠን ይጨምራል። ለምሳሌ ጥቅም ላይ የዋለው የኢንዱስትሪ ዘይት ደረጃ I-40A በክፍል ሙቀት ውስጥ አብዛኛውን ጊዜ 920 ± 20 ኪ.ግ / ሜትር ነው.3. ነገር ግን እየጨመረ በሚሄድ የሙቀት መጠን, የክብደት እሴቶቹ በከፍተኛ ሁኔታ ይለወጣሉ. ስለዚህ በ 40 °እንዲህ ባለው ዘይት መጠን ቀድሞውኑ 900 ± 20 ኪ.ግ / ሜትር ነው3በ 80 °ከ - 890 ± 20 ኪ.ግ / ሜ3 ወዘተ. ተመሳሳይ መረጃ ለሌሎች የዘይት ምርቶች - I-20A, I-30A, ወዘተ ሊገኝ ይችላል.
እነዚህ እሴቶች አመላካች እንደሆኑ ተደርገው ሊወሰዱ ይገባል ፣ እና የተወሰነ መጠን ያለው ተመሳሳይ የምርት ስም ፣ ግን በሜካኒካል ማጣሪያ የተደረገው ፣ ወደ አዲስ የኢንዱስትሪ ዘይት ካልተጨመረ ብቻ ነው። ዘይቱ ከተቀላቀለ (ለምሳሌ I-20A ወደ I-40A ግሬድ ተጨምሯል) ውጤቱም ሙሉ በሙሉ የማይታወቅ ይሆናል.

የዘይት እፍጋትን እንዴት ማዘጋጀት ይቻላል?
ለኢንዱስትሪ ዘይቶች GOST 20799-88 መስመር ፣ ትኩስ ዘይት መጠኑ ከ 880… 920 ኪ.ግ / ሜ ነው ።3. ይህንን አመላካች ለመወሰን ቀላሉ መንገድ ልዩ መሣሪያ - ሃይድሮሜትር መጠቀም ነው. ዘይት ባለው መያዣ ውስጥ ሲጠመቅ የሚፈለገው ዋጋ ወዲያውኑ በመለኪያው ይወሰናል. ሃይድሮሜትር ከሌለ, እፍጋቱን የመወሰን ሂደቱ የበለጠ የተወሳሰበ ይሆናል, ነገር ግን ብዙ አይደለም. ለሙከራ የ U ቅርጽ ያለው የመስታወት ቱቦ፣ ትልቅ የመስታወት ቦታ ያለው መያዣ፣ ቴርሞሜትር፣ የሩጫ ሰዓት እና የሙቀት ምንጭ ያስፈልግዎታል። የሚከተሉትን ማድረግ ያስፈልግዎታል:
- እቃውን በ 70 ... 80% ውሃ ይሙሉ.
- ውሃን ከውጪ ምንጭ ወደ ማፍላቱ ነጥብ ያሞቁ እና በሙከራ ጊዜ ውስጥ ይህንን የሙቀት መጠን ያቆዩት።
- ሁለቱም እርሳሶች ከውኃው ወለል በላይ እንዲቆዩ የ U ቅርጽ ያለው የመስታወት ቱቦን በውሃ ውስጥ ይንከሩት።
- በቧንቧው ላይ ካሉት ቀዳዳዎች አንዱን በጥብቅ ይዝጉ.
- የ U ቅርጽ ባለው የመስታወት ቱቦ ክፍት ጫፍ ላይ ዘይት አፍስሱ እና የሩጫ ሰዓቱን ይጀምሩ።
- ከተሞቀው ውሃ ውስጥ ያለው ሙቀት ዘይቱ እንዲሞቅ ያደርገዋል, ይህም በቧንቧው ክፍት ጫፍ ላይ ያለውን ደረጃ ከፍ ያደርገዋል.
- ዘይቱ ወደ ተስተካከለው ደረጃ ለመጨመር የሚፈጀውን ጊዜ ይመዝግቡ እና ከዚያ ወደ ታች ይወድቃሉ። ይህንን ለማድረግ ሶኬቱን ከተዘጋው የቧንቧ ክፍል ውስጥ ያስወግዱት: የዘይቱ መጠን መቀነስ ይጀምራል.
- የዘይት እንቅስቃሴን ፍጥነት ያዘጋጁ-ዝቅተኛው ፣ መጠኑ ከፍ ያለ ነው።

የፈተናው መረጃ ከንጹህ ዘይት የማጣቀሻ እፍጋት ጋር ተነጻጽሯል, ይህም በእውነተኛ እና በመደበኛ እፍጋት መካከል ያለውን ልዩነት በትክክል ለማወቅ እና የመጨረሻውን ውጤት በተመጣጣኝ መጠን እንዲያገኙ ያስችልዎታል. የምርመራው ውጤት የኢንዱስትሪ ዘይትን ጥራት, በውስጡ ያለውን የውሃ መኖር, የቆሻሻ ቅንጣቶችን, ወዘተ ለመገምገም ሊያገለግል ይችላል.

